
Challenge in PET Injection Molding and How to Overcome Them?
Explore the main challenges in PET injection molding, including material handling and precision, and how to address them for smoother production processes.

PET is a popular plastic among various manufacturing industry professionals, product designers, workers, customers, etc. Its dominant properties, such as adequate tensile strength, greater durability, excellent clarity, higher moldability, recyclability, and many more, have made it a favorite choice for manufacturers.
The issue is that experts at UVTECO regularly observe workers’ struggles in PET injection molding. A bit more exploration has revealed that most manufacturers face problems differently. Here, our initiative is to get a solid answer to the challenges of PET injection. We also elaborate on related aspects.
Basics of PET Injection
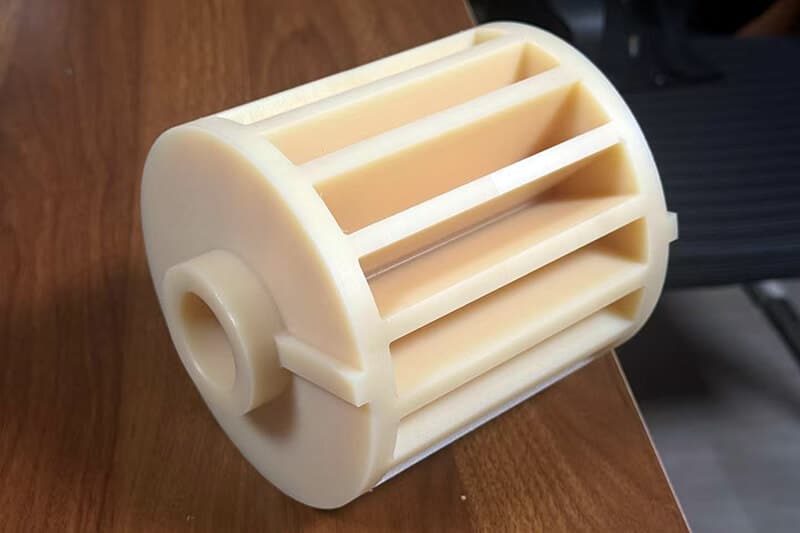
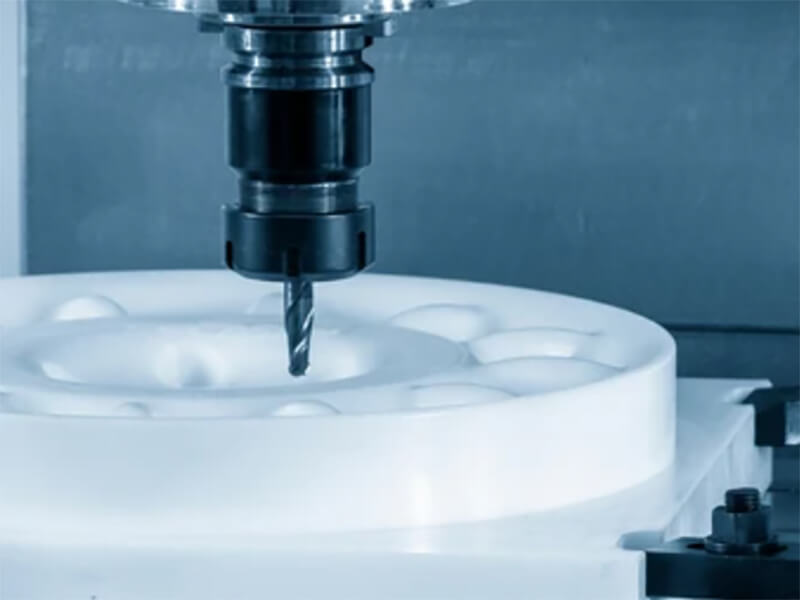
PET injection molding is a globally accepted and adored manufacturing process for producing PET-made components for the final products. In this process, molten PET is injected into a mold to produce the desired PET items. After cooling and ejecting from the mold, the outcomes undergo various quality improvement processes, such as polishing and smoothing the edges.
However, injection molding offers fast and cost-effective manufacturing. Unfortunately, processing PET through injection molding often results in producing defective newly shaped PET components, and the process completion is associated with several challenges.
Why Do PET Injection Molding?
It is a valid question. As injection molding is problematic, why not apply other manufacturing processes? The reasons for the mass use of the PET injection molding process are listed below.

7 Challenges in PET Injection Molding
Here, we have listed the manufacturers’ most prominent challenges in the PET injection molding process.
1. Material-related Challenges
In this challenge criterion, three issues are prominent.
2. Molding Process-related Challenges
In mold design and preparation processes, the gate’s position is vital. If it is improper, the injection of liquid PET becomes a host of flow marks, air pockets, and uneven cooling. All these result in the orientation of sink marks, weld lines, and warpage on the surface of the produced PET component.
Next, the mold temperature must be within 80-120℃. If the mold has lower and higher temperatures greater than the range, the manufacturer experiences slow cooling, a significant amount of shrinkage, permanent solidification, and improper filling.
Lastly, failing to keep the molding pressure within 80 -140MPa provides unsatisfactory results.
3. Continuous Process Control
The injection molding of PET demands consistent and continuous control of the molding of PET. It facilitates the identification of potential or upcoming problems while allowing sufficient time to make decisions regarding mitigating the possible issue.
Here, the experts collect and process data regarding defective outcomes. Also, some manufacturers use advanced technologies like Statistical process control (SPC), which analyzes the data to identify trends and variations in an automated manner.
All these require consistent human and machine interventions, which increases production costs.
4. Mold Quality
The manufacturer must use a high-quality mold for a precise and quality output of PET-made components through injection molding. Many manufacturers use the same molds repeatedly to save production costs, but this often results in low-quality output.
Using worn, very old, or decayed molds to produce PET components as per the desired shape, size, and design is impossible. The PET components’ surface finish and structural integrity will be degraded in such a case..
5. Restricting Contamination
While PET is being injection-molded, the molten PET becomes susceptible to contamination. The most common contaminating substances are dust, residual moisture, foreign particles, etc.
Contamination results in adverse effects due to the orientation of decolorization, cloudiness, or visible defects of the associated PET components.
6. Energy Consumption
PET’s injection molding to form desired PET components with prescribed size, shape, and design is subject to high energy consumption. Studies show that 0.9 Kwh to 1.6 Kwh is required to process 1 kilogram of PET in injection molding.
In most cases, the energy supply is associated with burning fossil fuels, which significantly contributes to increasing carbon emissions. Additionally, the higher energy consumption results in higher expenditures in PET injection molding.
7. Waste Management
Like every other plastic material processing, the PET injection molding method generates significant solid waste. The waste criteria are scrap material, purgings, and defective products.
Management and regulated disposal of these wastes demand considerable expenses. Also, these wastes harm the environment if not correctly disposed of.
Overcoming Challenges: Tips
We list some tips to assist PET component manufacturers in coping with the challenges associated with PET injection molding.

End Talks
We expect our elaboration on the challenges in PET injection molding to help professionals enormously mitigate them. However, our expert observation says many manufacturers eject PET components before cooling them appropriately. This practice surely speeds up the manufacturing process but negatively impacts the quality, durability, and structural integrity of the PET parts or parts’ components.
Finally, a skilled and experienced workforce also matters in mitigating the challenges associated with PET injection molding. If you are looking for a trustworthy supplier of PET components by injection molding, contact UVTECO now.
Related Blogs



























































Looking for a trustworthy Supplier
Need a Trustworthy Supplier of Plastic, Foam, Sponge, Rubber, Metal, and Machining Solution. Click the Button, We Will Be In Touch With You As Quickly As Possible.