
The Complete Guide to Machining Polyimide Plastic
Learn everything you need to know about machining polyimide (PI) plastic, including tips, precision techniques, and key considerations for success.

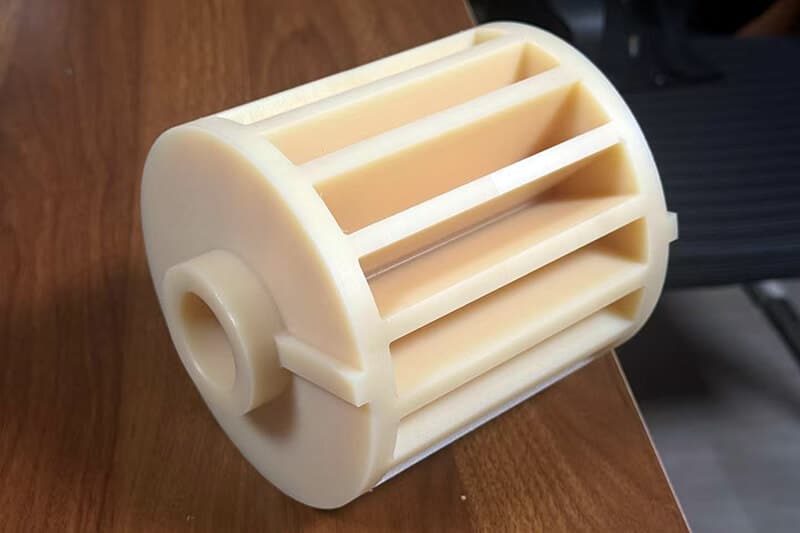
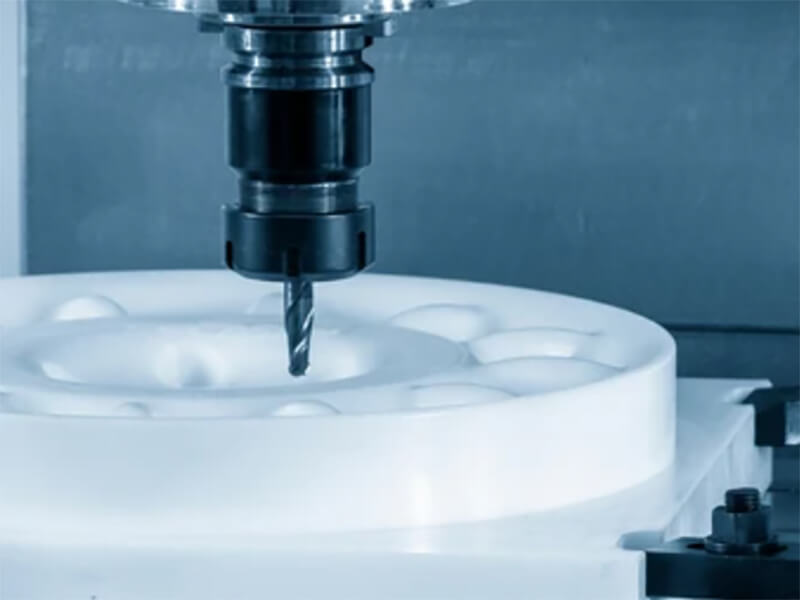
Polyimide plastic is well known for their incredible durability and versatility and are also preferred for high performance machining applications. Polyimide has excellent thermal stability, electrical insulation, and wear resistant properties, and are used in many industries such as aerospace, electronics and medical fields. It has unique material properties that require a specialized approach for machining in order to realize its full potential and to produce precise, predictable components. You need concise knowledge about polyamide and its machining to have precise, reliable outcomes.
Why Choose Polyimide (PI) for Machining?
Polyimide stands as one of the best options for machining, because of its unique combination of machinability and performance. Unlike many high-performance plastics, it provides excellent dimensional accuracy in the machining process.
The material is responsive to traditional machining techniques without sacrificing tight tolerances. This results in less scrap, fewer rejected parts, and more consistent quality in production runs.
Apart from this, it’s good machinability reduces the overall cost of production by means of the following:
Machining polyimide offers many advantages to manufacturers because this material can be processed by a variety of techniques with productive cycles, ensuring high-quality and long-lasting parts for vital applications.




Material Properties Affecting Machining
| Property | Value | Specifications | Impact on Machining | Key Considerations |
|---|---|---|---|---|
| Thermal Characteristics | Service Temp: -50°C to 240°C, Heat Deflection: 360°C, Thermal Conductivity: 0.17 W/m-K | High Heat Resistance, Low Thermal Expansion | Heat buildup, Tool temp limits | Steady cutting speeds, Cooling periods |
| Hardness | Shore D: 85-88, Rockwell M: 100, Vickers: 35 HV | High Surface Hardness, Impact Resistant | Tool wear rate, Surface finish quality | Use sharp tools, Consistent pressure |
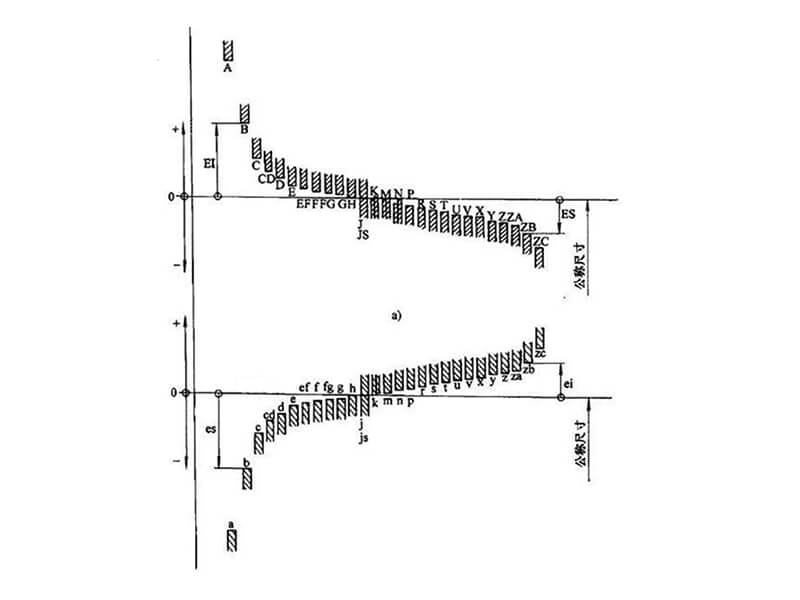
| Dimensional Stability | Shrinkage: 0.3%, Moisture Absorption: 0.25% | Minimal Warping, Good Rigidity | Part accuracy, Holding tolerances | Even clamping, Controlled environment |
| Wear Resistance | Friction Coefficient: 0.18, Wear Factor: K=10⁻⁸ mm³/Nm | High Durability, Low Friction | Tool life, Surface quality | Quality tools, Clean cutting |
| Tensile Properties | Strength: 85 MPa, Elongation: 7%, Modulus: 2.5 GPa | High Strength, Good Flexibility | Cutting parameters, Material behavior | Controlled feed rates, Monitor stress |
| Electrical Properties | Dielectric Strength: 22 kV/mm, Volume Resistivity: 10¹⁶ Ω·cm | Good Insulator, Low Static | Static control, Chip management | Anti-static measures, Grounding |
| Chemical Resistance | pH Range: 2-12, Solvent Resistant: High | Chemical Stability, Weather Resistant | Coolant and cleaning choices | Compatible coolants, Proper storage |
| Impact Strength | Izod: 160 J/m, Charpy: 180 kJ/m² | High Impact Resistance, Toughness | Tool pressure, Edge quality | Prevent chatter, Control forces |
| Flexural Modulus | 3–4 GPa | High Stiffness, Good Bending Resistance | Flexing under load, Precision cuts | Steady tool pressure, Minimize bending |
| Density | 1.42 g/cm³ | Lightweight, High Strength-to-Weight Ratio | Stability during machining | Reduce clamping force |
| Poisson’s Ratio | 0.35 | Moderate Elastic Deformation | Minor dimensional changes | Controlled cutting pressure, Steady cutting speed |
| Creep Resistance | Good resistance to deformation over time | Stable Under Constant Load | Long-term dimensional stability | Maintain steady loads, Avoid excessive pressure |
| Outgassing | Low (suitable for vacuum conditions) | Suitable for vacuum environments | Clean machining environment | Ideal for aerospace/space applications |
| UV Resistance | High UV Stability | Resistant to Sunlight Degradation | Suitable for outdoor components | Use for UV-exposed parts |
| Flammability | UL 94 V-0 | Low Flammability | Safety in high-heat applications | Ensure compliance in sensitive environments |
Pre-Machining Considerations
Material Selection
For achieving the desired result, selecting the correct polyimide grade is essential. Each grade has unique properties; for example, unfilled polyimide is ideal for applications requiring minimal thermal expansion, while glass- or graphite-filled polyimide offers additional dimensional stability and wear resistance.
Environmental Conditions
Controlling environmental conditions during machining is necessary to minimize material distortion. Dimensional stability is influenced by ambient temperature and humidity levels. Although polyimide absorbs little moisture, low humidity helps slow minor dimensional changes.
Tool Selection
Due to its hardness and heat resistance, machining of polyimide effectively requires the right tools. It is highly recommended to apply carbide or PCD-coated cutting tools, as it will surely provide durability and the ability to keep a sharp edge for more extended use. Correct tool geometry, as well as coatings in some instances, offers advantages of reducing friction and the generation of heat.
Common Machining Operations
Turning
Turning is a common method to produce cylindrical shapes or contour details in polyimide. Because of the hardness and heat resistance of polyimide, carbide or PCD tools are recommended. Moderate cutting speeds with lower feed rates should be employed to minimize heat buildup and to help produce a good surface finish.
Drilling
Drilling polyimide is inconvenient because the material has a tendency to generate heat and wear drills down very fast. Use sharp, high-quality carbide or diamond-coated drills at moderate speeds. Peck drilling is a great method for managing chip removal and minimizing heat generation in order to reduce wear and tear on the drills.
Threading
Threading in polyimide components have to be done with accuracy to ensure no chipping of material or distorting of the same. The use of a single-point threading on a lathe provides great control over the depth and pitch, especially for internal threads.
Quality Control in Polyimide (PI) for machining
Dimensional Accuracy
The majority of the polyimide parts have to be manufactured within tight tolerances of aerospace, medical, and electronic industries. Dimensional accuracy is achieved by close monitoring of tool wear and controlling the cutting parameters, given that these factors might affect size and shape precision.
Surface Finish Requirements
Surface finish is important in applications where friction is present, or the polyimide part has to seal accurately. A smooth, defect-free surface reduces friction, increases the parts’ life, and makes sure that the real performance reliability will be achieved.
Inspection Methods
Inspection ensures polyimide parts meet the quality specifications by performing visual checks of surface flaws, dimensional verification with the use of CMMs, and profilometers conducting surface roughness tests, guaranteeing that the finished parts are well-maintained, smooth, and to within precise specifications for high-performance uses.
Wrapping Up
Polyimide machining demands precision and careful quality control to achieve durable, high-performance components. By managing thermal and material-specific challenges, and following robust inspection protocols, machinists ensure polyimide parts meet stringent standards for diverse, demanding applications.
Related Blogs



























































Looking for a trustworthy Supplier
Need a Trustworthy Supplier of Plastic, Foam, Sponge, Rubber, Metal, and Machining Solution. Click the Button, We Will Be In Touch With You As Quickly As Possible.